焊缝直观表现

二保焊:母材未焊透,
焊缝宽度不均匀(焊接速度过快)。

手工电弧焊:熄弧时间过短,
未作几次环形运条,
以继续添加一定量的熔化金属。

接头是没有接好,
导致焊缝没有连接好。
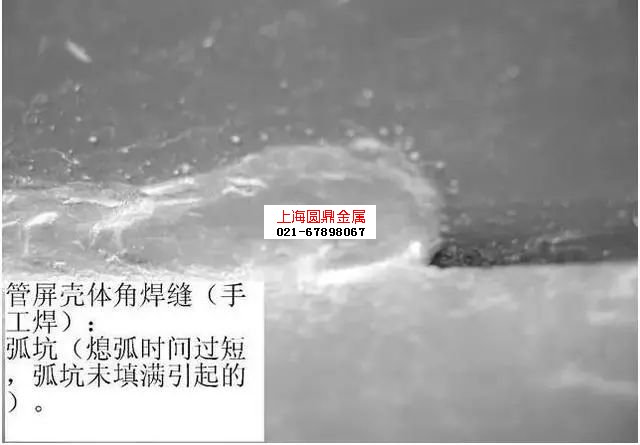
熄弧时间过短过快,
造成弧坑未填满不平整。

埋弧焊:焊速过快,电压偏大。
出现单个气孔。
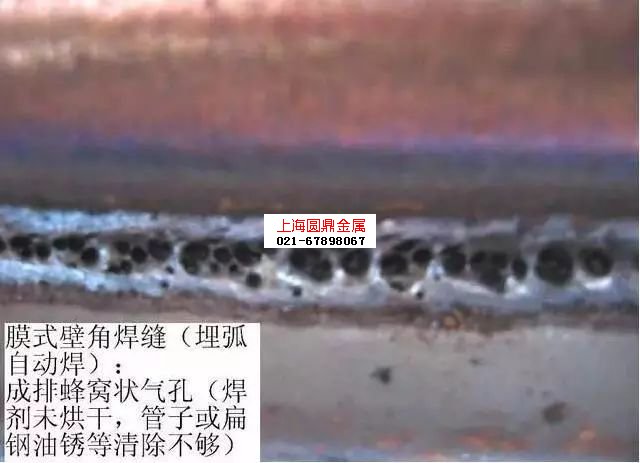
埋弧焊:出现成排蜂窝状气孔,
成因大致为焊剂未烘干、
工件油锈等清理不够。
最后给咱们发几张好的焊件
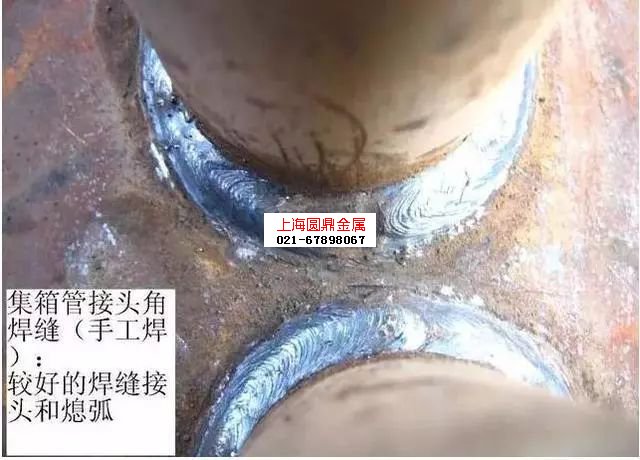
较好的焊缝接头和熄弧

钨极氩弧焊:成形较好的管子对接接头
再发几张大神焊接作品


传说中的鱼鳞纹!

角焊缝
> Nimonic80A镍基高温合金 2024-12-17
> GH4145一种耐腐蚀、耐氧化 2024-12-17
> GH4169一种以Fe-Ni-Cr为基沉 2024-12-17
> GH3625合金在使用温度达 2024-12-17
> GH3600(GH600)镍铬基高温 2024-12-17
> GH2132一种以Fe-Ni-Cr为基的 2024-12-17
> GH2901固溶硬化型变形高温 2024-12-17
上一条:17-7PH/15-7MO/X750/718/C276弹簧分类及表达方式 下一条:不锈钢耐热钢常用牌号及最高使用温度 返回列表