最新资讯
INFORMATION销售热线
021-67898067手机:19921478144
Q Q:1835273388
铁素体不锈钢的焊接和钎焊
铁素体不锈钢的焊接和钎焊
许多连接不锈钢的方法都能够很好地应用于铁素体不锈钢。
焊接:通过使母材和填充金属熔化后重新凝固实现两个或多个材料完全的结合。
软钎焊:使用熔点在 450°C 以下的填充金属,将待焊金属加热到钎焊温度(低于母材金属的熔点)使金属结合。
硬钎焊:与软钎焊相同,但焊接温度 > 450°C。
在诸多为碳钢而研发同时也适用于不锈钢焊接的方法中,只有某些真正适合于铁素体不锈钢的焊接并且已经成为标准:电弧焊、电阻焊、电子束焊,激光焊和磨擦焊。

焊接是连接金属最经济、效率最高的方法。这个过程使得结构的轻量化成为可能(通过选用最佳材料),连接所有的工业金属并可提供设计的灵活性。
不锈钢的焊接性受其化学成分,金相组织和物理性能的影响,铁素体不锈钢在进行焊接时,具有一些比奥氏体不锈钢有用的优势,因为铁素体不锈钢热膨胀系数较低,电阻率较小,导热率较高。

439不锈钢汽车排气管的焊接
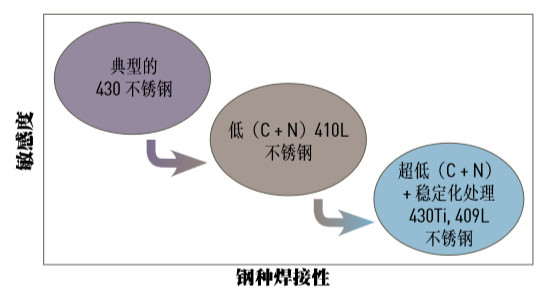
稳定化和非稳定化的铁素体不锈钢牌号
一般而言,与奥氏体不锈钢相比,铁素体不锈钢不太容易产生焊接导致的晶间腐蚀。
尤其是对于经“稳定化处理”的铁素体不锈钢来说,更是这样。所谓稳定化处理,就是添加强碳化物形成元素,如钛 (Ti) 和铌 (Nb)。这些元素与钢中的碳结合,防止焊接过程中碳与铬结合形成碳化铬。这样就避免了在晶界产生贫铬区,经稳定化处理过的铁素体不锈钢实际上不会发生晶间腐蚀。
为了保证完全的稳定化,钛含量必须比碳含量高五倍,或者铌加钛的含量必须比碳含量高三倍。有时,适当加入氮是明智的,可细化熔合区的晶粒。
非稳定化处理的铁素体不锈钢不含钛或铌,由于碳化铬的形成,在热影响区易发生晶间腐蚀。这种现象叫“敏化”,其程度主要取决于碳含量。
敏化的不锈钢,其耐蚀性可以通过在 600-800°C 温度范围内退火处理而恢复。
填充金属过匹配
为了保证焊缝的耐腐蚀性,铁素体填充金属的 Cr,Mo,Ti 和(或)Nb 合金元素的含量要稍高于在母材中的含量。这是由于加热会造成焊接区铬的损失。也可以采用Cr 和 Mo 含量高于母材的奥氏体填充金属。
保护气体
由于Cr含量高,不锈钢在熔化状态下很容易发生氧化。如果在焊接过程中没有使其与空气隔离,则铬会损失,形成氧化物,导致焊缝缺陷和耐腐蚀性降低。一般规定采用惰性气体保护来实现对焊缝表面和附近区域的保护。保护气体可以是纯氩(Ar)或氦气(He)或者是二者的混合气体。
对于铁素体不锈钢的焊接,保护气体应当是纯氩气或者是氩和氦的混合气体。奥氏体不锈钢焊接常用的氩气氢气混合气体,会造成铁素体焊接接头的氢脆。氩气是最常用的背面保护气体(用来保护工件的背面)。在焊接铁素体不锈钢时,禁止使用氮气。
铁素体不锈钢焊接问题的发现和解决
除了上述风险之外,还有高温下由“相的形成”和“晶粒粗化”而产生的脆化。这些问题的解决方法列在下面的“纠正方法”表中。

电弧焊是铁素体不锈钢最常用的焊接方法。
钨极氩弧焊(GTAW 或 TIG/WIG)
在这种方法中,熔化金属所需要的能量是由钨极和工件之间产生的电弧来提供的。
不锈钢的焊接通常是在惰性气体的保护氛围中,采用直流正极性电源来进行焊接(钨极是负极)。如果使用填充金属,采用不带药皮的焊条(手工焊)或盘状焊丝(自动焊)。
熔化极氩弧焊(GMAW 或 MIG)
与钨极氩弧焊不同,在熔化极氩弧焊(也称熔化极气体保护焊)中,焊条是消耗性的。电弧在熔融填充焊丝和工件之间引燃。保护气体通过焊枪喷出,围绕在焊丝的周围,保护气体通常是氩气加 2% - 3% 的氧气。对于某些焊接工艺可采用较复杂的混合气体。
由于焊缝基本上是由填充金属形成的,因此至关重要的是,填充金属的成分应当能促进熔透并完善母材的润湿性。
这种高生产效率的工艺比钨极氩弧焊(GTAW)操作起来更为困难,但若工艺过程控制良好,则其结果会很好。
现有若干种电阻焊方法,最常见的是点焊和缝焊。电阻焊的主要优点如下:
-
焊接热影响区(HAZ)的金相组织变化小;
-
如果板材正确冷却的话,可真正实现表面无氧化;
-
焊后板的变形非常小;
-
焊接过程中的“锻压”形变对于铁素体不锈钢的焊接尤其有用;
与低碳钢相比,不锈钢在焊接参数方面的不同主要是所需能量较低且对焊接电源调节的精确性要求更高(这是由于不锈钢较低的导热性和导电性)和需要更高的电极力。

适用于铁素体不锈钢的其它方法还有电子束焊、激光焊和摩擦焊。
软钎焊和硬钎焊是通过采用熔点低于母材的易熔化填充金属在固态连接金属部件的方法。软钎焊采用的钎料的熔点低于450°C,而硬钎焊采用的钎料则较硬且熔点较高。

软钎焊槽,镀锡 430Ti 不锈钢
这两种连接方法优点如下:
-
只需温度较低的热源;
-
连接可以是永久的也可以是暂时的;
-
可用于异种金属之间的连接;
-
加热和冷却速度慢;
-
可连接不同厚度的部件;
-
调整易实现;
-
与焊接相比需要的热量少。
在决定是否采用软钎焊或硬钎焊时,应仔细评估接头的强度和性能要求。
焊接时,保证熔融钎料对两个固态部件良好的润湿性是非常必要的。
非稳定化不锈钢更易发生敏化现象。
酸洗、钝化和除锈
由于焊接而产生的轻微变色可以通过机械除锈或通过酸洗等化学处理方法去除。
酸洗可采用10%HNO3 + 2%HF混合溶液或者采用酸洗膏。
酸洗后可以接着进行钝化和除污处理以帮助钝化层迅速重新形成并去掉金属残余物(铁颗粒)。钝化是浸没在20%-25%的硝酸中进行。
焊接区的局部钝化也可通过采用专门的钝化膏。
酸洗前后
> Nimonic80A镍基高温合金 2024-12-17
> GH4145一种耐腐蚀、耐氧化 2024-12-17
> GH4169一种以Fe-Ni-Cr为基沉 2024-12-17
> GH3625合金在使用温度达 2024-12-17
> GH3600(GH600)镍铬基高温 2024-12-17
> GH2132一种以Fe-Ni-Cr为基的 2024-12-17
> GH2901固溶硬化型变形高温 2024-12-17
上一篇:高温合金在各领域的应用概述
下一篇:不锈钢在食品领域的应用
返回

