最新资讯
INFORMATION销售热线
021-67898067手机:19921478144
Q Q:1835273388
2205/2507双相不锈钢的机加工
双相不锈钢的屈服强度一般是非氮合金化的奥氏体不锈钢屈服强度的两倍,它们的初始加工硬化率至少与常见的奥氏体不锈钢相当。双相不锈钢的切削碎屑坚硬,对刀具有磨损作用,较高合金化的双相不锈钢更是如此。因为在双相不锈钢的生产中硫含 量控制得尽可能地低,所以对断屑没有什么帮助。
由于这些原因,双相不锈钢比具有同样耐腐蚀性的300系列奥氏体不锈钢更难进行机加工,双相不锈钢的机加工一般要求更大的切割力,并且刀具的磨损更快。当采用硬质合金刀具时,机加工的困难程度最明显。 图16给出了几种双相不锈钢和316不锈钢的相对机加工性能指标比较。注意,与316不锈钢相比,经济型双相不锈钢S32101的机加工性能等级更高。
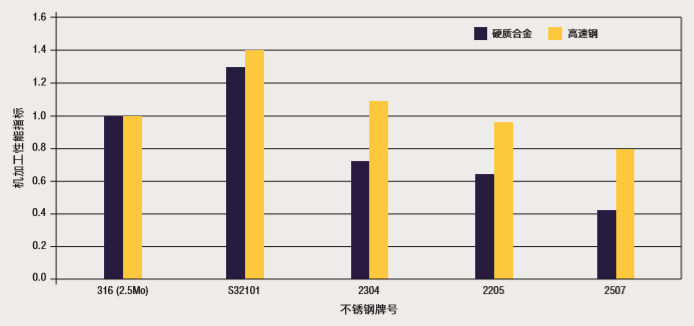
图16 采用硬质合金刀具和高速钢刀具,双相不锈钢和316不锈钢 (2.5Mo) 机加工性能的比较 (来源:Outokumpu)
双相不锈钢机加工的一般原则
下述的机加工原则适用于所有的不锈钢,而对于双相不锈钢而言,遵循这些原则尤为重要。
• 使用大功率、坚固的设备,刀具和工件需要很牢固地固定 (对于同样的切割,双相不锈钢需要的切削力比相应奥氏体不锈钢的大得多);
• 保持刀具伸出的部分尽可能地短,以使振动最小化;
• 刀尖半径不大于所必要的值;
• 选用形状锋利的硬质刀具,既有锋利的刀口,又有足够的强度;
• 设计机加工的顺序,使切削深度总是在前几道切削形成的加工硬化层以下;
• 切削速度要足够大,但不要过快,以避免切削瘤和快速磨损;
• 定期更换刀具的刀片或重新研磨以保证刀刃的锋利;
• 使用大流量的冷却剂/润滑剂,利用切削油或加有极压 (EP) 添加剂的乳液;
• 使用带分屑沟形状的硬质合金涂层刀片。
车削和端面车削
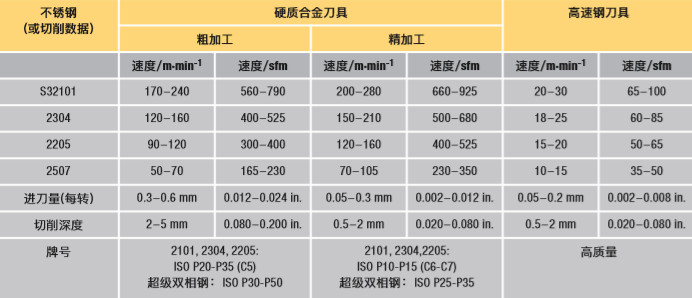
车削和端面车削操作涉及许多变量,因此不可能给出适用于所有情况的具体建议。图17和表12给出了车削和切割的一般准则。车削操作可使用硬质合金刀具,允许使用比高速工具钢更高的速度。然而,要更加注意硬质合金刀具和工件的刚度,而且应当 避免断续地切割。

图17 采用硬质合金刀具车削双相不锈钢车削参数的比较,刀具寿命为4分钟
(来源:Sandvik)
表12 双相不锈钢端面车削指导原则 (来源:Outokumpu)
采用硬质合金刀具进行端面铣削
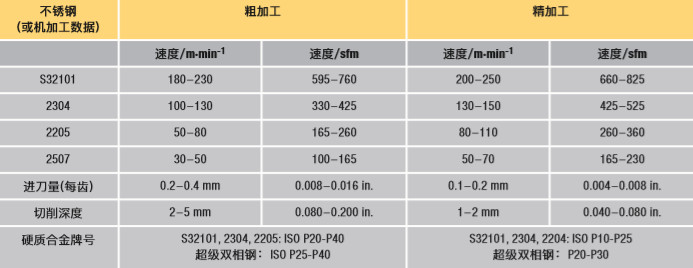
采用硬质合金刀具进行双相不锈钢端面铣削的指导原则见表13。
• 采用带涂层的刀片或高韧性的镶装刀片进行粗加工,当需要更精细的精加工时,可以使用更坚硬的镶装刀片;
• 采用同向铣削,其切屑平均厚度至少为0.1毫米 (0.004英寸),随着进刀角度从45°增大到90°,进刀量的调整比例系数为1.0-0.7;
• 为了使切屑很好地从刀具抛出,加工过程特别是在粗加工过程中,不使用冷却剂。
表13 采用硬质合金刀具进行双相不锈钢端面铣削的指导原则 (来源:Outokumpu)

端面铣削操作 © AB Sandvik Coromant
采用高速钢钻头进行螺旋钻
表14和15给出了采用高速钢钻头对双相不锈钢进行螺旋钻的准则。
• 钻头形状:钻尖角130°,推荐采用自动定心的钻头形状,对于大直径的钻头,建议采用横刃修磨。
• 冷却剂:10%的乳化剂充分流动到钻头,对于深度大于两倍直径的情形,通过定期用冷却剂在孔道溢流排出切屑。
• 提高速度:采用TiN涂层,速度增加10%,采用钻头冷却剂,速度可以提高10%-20%。
表14 双相不锈钢采用高速钢进行螺旋钻的参数 (SI制) (来源: Outokumpu)

表15 双相不锈钢采用高速钢进行螺旋钻的参数(英制) (来源: Outokumpu)


> Nimonic80A镍基高温合金 2024-12-17
> GH4145一种耐腐蚀、耐氧化 2024-12-17
> GH4169一种以Fe-Ni-Cr为基沉 2024-12-17
> GH3625合金在使用温度达 2024-12-17
> GH3600(GH600)镍铬基高温 2024-12-17
> GH2132一种以Fe-Ni-Cr为基的 2024-12-17
> GH2901固溶硬化型变形高温 2024-12-17


