303与303Se的区别
303不锈钢是奥氏体不锈钢中切削加工性能最佳的。它主要用于生产过程涉及大量自动螺丝机切削加工的场合。可加工性评级(与B1212相比)约为78%。303还有个“Ugima” 牌号,切削加工性能更佳,优于标准的303牌号。
303不锈钢切削加工性能和磨损特性的改善是因为添加了硫,而硫也降低了303的耐腐蚀性,使其低于304不锈钢。同其它的奥氏体不锈钢一样,303不锈钢具有优异的韧性,尽管硫略微降低了其韧性。
303Se(UNS S30323)添加了硒而不是硫,与303相比,冷成形和热成形性能提高,且机加工表面更光滑,机加工速率也略有降低。
耐腐蚀性能
对轻度腐蚀性环境具有良好的耐蚀性,但由于硫的添加,耐蚀性显著低于304不锈钢,硫化物夹杂物充当了点蚀的起始点。303不锈钢不应当用于海洋或类似的环境中,因为这种环境会导致快速的点蚀。由于303中硫化物夹杂主要沿轧制方向排列,因此横截面耐腐蚀性的降低尤其明显。
与其他常见的奥氏体不锈钢一样,303在大约50°C以上的氯化物环境中会发生应力腐蚀开裂。
耐热性能
良好抗氧化性能,间歇使用时温度可达760°C,连续使用时温度可达870°C。303通常碳含量不低,因此容易发生敏化,可能导致晶间腐蚀。由于碳化物析出,通常不建议在425-860°C温度范围内连续使用。
加工
除了降低耐腐蚀性之外,303中添加的硫还导致焊接性和成形性的降低(与304级相比)。303不适合小半径的弯曲操作。折衷方案可能是采用304 Ugima切削性能改进的牌号 - 虽然机加工性能不如303,但成形性更好,且焊接性能优异,耐腐蚀性显著提高。
热处理
固溶处理(退火)
加热至1010-1120℃并快速冷却。此牌号不能通过热处理硬化。
焊接
一般不推荐,但如果不可避免,应使用308L或309焊条。焊缝必须经过退火处理才能获得最佳的耐腐蚀性,但即使这样也会导致机械性能和耐腐蚀性能下降。
机加工
许多棒材产品都有切削加工性能改进型的303牌号,甚至比标准的303切削加工性能更好,机加工速率非常高,刀具磨损更小。
如果要求超高机加工速率,可使用Ugima 303UX等特殊牌号。它除了通常的含有较高含量的硫及采用了改善切削性能的炼钢工艺外,还含铜可降低加工硬化率。
典型应用
螺母和螺栓、衬套、轴、 电气开关设备组件、齿轮。通常,任何需要大量切削加工的部件以及303的耐腐蚀性和制造性能可满足要求的场合,均可采用此牌号。
标准规范中规定的性能数据
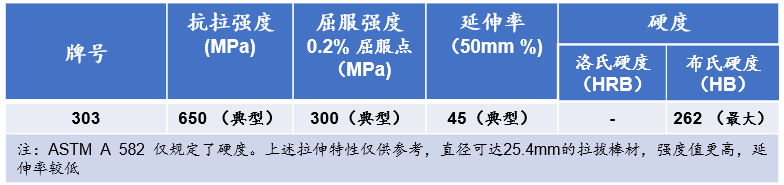
ASTM A582M规定了长材(棒材)的性能。对于其他产品如相应规格的线材和锻件,规定了类似但不一定相同的特性。
成分标准

力学性能标准
物理性能(退火状态)

同一牌号的各标准对比

> Nimonic80A镍基高温合金 2024-12-17
> GH4145一种耐腐蚀、耐氧化 2024-12-17
> GH4169一种以Fe-Ni-Cr为基沉 2024-12-17
> GH3625合金在使用温度达 2024-12-17
> GH3600(GH600)镍铬基高温 2024-12-17
> GH2132一种以Fe-Ni-Cr为基的 2024-12-17
> GH2901固溶硬化型变形高温 2024-12-17
上一条:302HQ产品的介绍 下一条:301与301L、301LN的区别 返回列表